


droits d'auteur © 2022 Wuhan Guangzhi Technology Co., Ltd Tous les droits sont réservés.Plan du siteConçu par 
En continuant à utiliser le site, vous acceptez notre:Wuhan Guangzhi Technology Co., Ltd
En continuant à utiliser le site, vous acceptez notre:Wuhan Guangzhi Technology Co., Ltd
Les avantages de Lasers à fibre pulsée MOPA se trouvent dans des paramètres réglables, une large plage réglable et un large processus applicable. L'exploration de nouveaux procédés nécessite un niveau technique plus élevé des ingénieurs, et une méthode systématique est nécessaire pour les guider. Partant de la composition du système de marquage au laser pulsé, cet article analyse les principaux problèmes techniques du traitement au laser pulsé, qui est utilisé pour guider la pratique du processus.
En prenant un système de marquage laser pulsé typique comme exemple, il se compose généralement de 5 parties principales.
Les lasers couramment utilisés comprennent les lasers pulsés à commutation Q, Lasers pulsés MOPA , lasers à semi-conducteurs ultraviolets et lasers à gaz CO2, etc. Selon les différents matériaux et techniques de traitement, sélectionnez la source laser appropriée. Choisissez la bonne source laser pour différents matériaux et processus de traitement. Pour les matériaux métalliques, les lasers pulsés à fibre infrarouge peuvent répondre à la plupart des besoins. Pour les plastiques, le bois ou les matériaux composites, les lasers CO2 UV ou infrarouge lointain peuvent être plus adaptés. Les propriétés réelles des matériaux et les exigences de traitement varient et nécessitent souvent la vérification de plusieurs sources laser pour sélectionner le bon type.
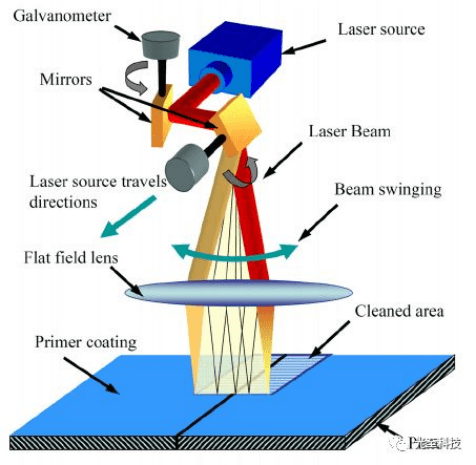
Le galvanomètre se compose d'une lentille réfléchissante et d'un moteur rotatif, et deux galvanomètres orthogonaux sont utilisés pour réaliser un balayage plan bidimensionnel. Les matériaux des lentilles du galvanomètre comprennent des lentilles en silicium monocristallin, en verre K9 et en quartz. La surface de la lentille est recouverte d'un film hautement réfléchissant pour le laser. Plus la puissance laser est élevée, plus les exigences en matière de réflectivité et de dissipation thermique de la lentille sont élevées. La taille de la lentille doit correspondre à la taille du spot de sortie laser. Par exemple, le diamètre du point collimaté du laser pulsé MOPA couramment utilisé est d'environ 7 mm et le galvanomètre est généralement d'environ 12 mm. La vitesse de rotation et la précision du moteur sont très importantes pour de nombreuses applications de marquage à grande vitesse et de précision. Les galvanomètres à grande vitesse doivent généralement utiliser des lentilles minces et légères pour réduire l'inertie, tandis qu'une puissance plus élevée nécessite une meilleure dissipation de la chaleur.

Les lentilles à champ plat se composent de plusieurs groupes de lentilles, focalisant les faisceaux collimatés incidents à différents angles sur la surface du matériau. Selon le matériau, il existe des miroirs de champ en verre K9 ordinaires et des miroirs de champ en silice fondue. Selon les caractéristiques du plan focal, il existe une lentille de champ ordinaire et une lentille de champ télécentrique. Pour la lentille de champ télécentrique dans la zone de travail, le point focal est dans un plan, tandis que le plan focal de la lentille de champ ordinaire est bas au centre et haut à l'extérieur de l'arc.
La carte de contrôle et le logiciel de contrôle sont le cerveau du système de marquage laser. La carte de contrôle répond au signal du logiciel de contrôle et contrôle les paramètres de fonctionnement et la synchronisation du laser et du galvanomètre via le signal numérique du circuit matériel. Le logiciel de contrôle adopte une interface graphique pour modifier la forme, la taille et la position du motif à marquer, et utilise une méthode de remplissage appropriée pour traiter les graphiques. Afin de s'adapter à la différence des signaux de commande des différents lasers, le logiciel dispose d'options intégrées pour les types de laser typiques. La plupart des signaux de contrôle domestiques sont compatibles avec IPG, et les signaux de contrôle SPI sont relativement indépendants. Le logiciel de contrôle doit généralement être installé sur un ordinateur de bureau ou une tablette pour réaliser une interaction homme-ordinateur.
Tout le matériel est installé sur la table de la machine. Le porte-à-faux est utilisé pour installer la tête de sortie laser et la hauteur est réglable. Et la plate-forme sous la lentille de champ est utilisée pour fixer la pièce à traiter et essayer de la maintenir horizontalement stable. Les lasers à fibre sont généralement installés dans le corps inférieur pour assurer une ventilation et une dissipation thermique adéquates. L'alimentation, l'arrêt d'urgence et l'interrupteur à clé sont installés à des endroits bien en vue. Alors que la popularité des machines de marquage laser pénètre progressivement du marché industriel traditionnel au marché grand public, il existe une demande croissante pour la miniaturisation des systèmes de marquage. Grâce à la conception intégrée et à l'intégration de divers composants, il est désormais possible de réaliser un système de marquage au niveau du bureau, adapté aux applications de bureau et même à domicile.
Ce qui suit prend l'application du laser pulsé MOPA comme exemple pour introduire la méthode de sélection et les problèmes à noter pour les principaux accessoires d'équipement dans la pratique générale des procédés.
Les principales considérations pour la sélection du laser sont l'effet, l'efficacité et la performance des coûts. Les principaux paramètres qui affectent l'effet de processus du laser MOPA sont la largeur d'impulsion, l'énergie d'impulsion et la qualité du faisceau. Lors de l'utilisation de l'épreuvage laser MOPA, le premier paramètre à déterminer est la largeur d'impulsion. L'impulsion longue a une énergie élevée, une grande zone affectée par la chaleur et un ombrage rugueux, adapté au marquage simple, à la découpe, à la gravure profonde, etc. L'impulsion courte a une valeur de crête élevée, une petite zone affectée par la chaleur, un ombrage lisse, mais une faible énergie, adaptée aux processus de traitement de surface fins tels que le noircissement, la coloration et la rupture d'anode. Pour les applications nécessitant une certaine quantité d'énergie et contrôlant l'étendue de la zone affectée par la chaleur, vous pouvez choisir une largeur d'impulsion moyenne, telle que le traçage. Les applications de nettoyage n'ont pas d'exigences élevées en matière de qualité du faisceau laser. Pour les applications sensibles à la densité de puissance, comme le soudage de tôles, il est nécessaire d'assurer une excellente qualité de faisceau. Après avoir confirmé les paramètres laser requis pour obtenir l'effet, plus la puissance moyenne du laser est élevée, plus la vitesse de traitement est rapide en général, mais le prix du laser sera plus cher. Il convient de souligner que dans certaines applications, une puissance moyenne trop élevée affectera également l'effet de traitement, notamment avec des effets thermiques supplémentaires, auxquels il convient également de prêter attention lors de la sélection.
Les paramètres suivants doivent être pris en compte lors de la sélection du galvanomètre :
La longueur d'onde et la puissance du laser déterminent le matériau de la lentille. En prenant le galvanomètre à fibre comme exemple, actuellement le galvanomètre ordinaire est constitué de K9, qui peut supporter une puissance laser MOPA inférieure à 50W. Si la puissance dépasse 50W, il est recommandé d'utiliser un galvanomètre en silice fondue.
À l'heure actuelle, le diamètre du diaphragme incident de la plupart des galvanomètres est de 10 mm ou 12 mm, et le diamètre du faisceau incident est inférieur au diamètre maximal du point incident autorisé par le galvanomètre. Par exemple, si le diamètre du faisceau incident est de 8 mm, vous pouvez choisir le spot incident maximum de 10 mm ;
Le galvanomètre doit être adapté en fonction de l'effet de traitement et de la vitesse du produit. Différents moteurs de galvanomètre peuvent atteindre des vitesses et des temps de réponse différents. Il est nécessaire de sélectionner le galvanomètre approprié en fonction des exigences réelles.
Le prix moyen et la réputation des différents galvanomètres sur le marché correspondent également aux différences de précision, de stabilité et de dérive de température. Il est nécessaire de sélectionner de manière exhaustive des galvanomètres rentables en fonction des besoins.
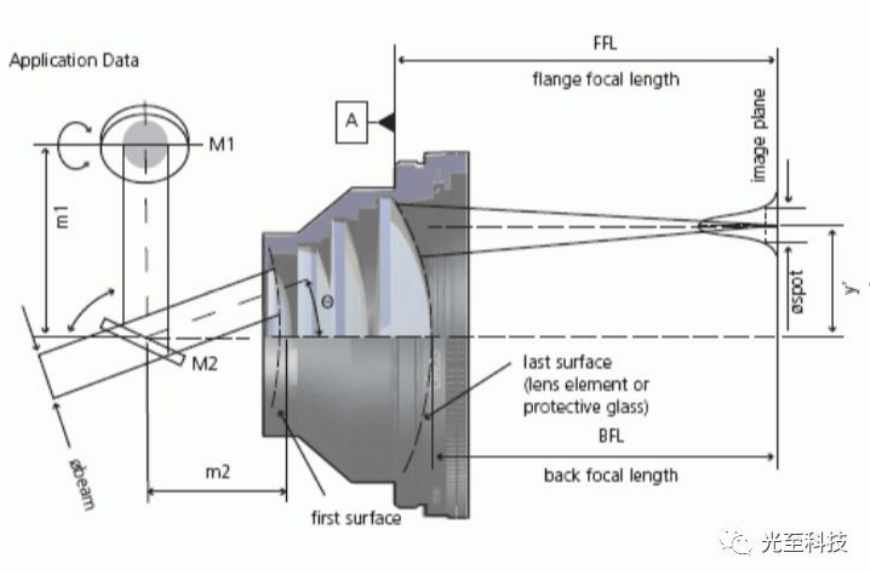
La sélection de l'objectif de champ prend principalement en compte la distance focale, le format, le matériau et la configuration. La distance focale couramment utilisée est divisée en plusieurs vitesses allant de 110 mm à 330 mm ou même plus. Plus la distance focale est longue, plus la tache focale du laser est grande. La vitesse de traitement est plus élevée et la lentille de champ avec une grande distance focale correspond à une zone de travail plus grande. Au contraire, la distance focale courte de la lentille de champ correspond à une petite taille de point focal et à une densité de puissance élevée, ce qui convient à certains traitements fins. En particulier, il convient de noter que la profondeur des taches lumineuses correspondant à la lentille à focale longue est également plus grande, et la focale courte est à l'opposé. Si la surface de la pièce est ondulée ou si la profondeur d'usinage est profonde, la profondeur focale correspondante doit être prise en compte. S'il ne peut toujours pas être satisfait, envisagez d'augmenter le mouvement de l'axe z. En termes de matériau, la lentille de champ est principalement en verre K9 ou en verre de silice fondue, et il est recommandé d'utiliser du verre de silice fondue au-dessus de 50W. S'il est nécessaire de s'assurer que la mise au point du laser est sur un plan sur une plus grande largeur de traitement, ou pour s'assurer que la différence de taille de point du plan de traitement est petite, il est recommandé d'utiliser une lentille de champ télécentrique. Par rapport aux lentilles de champ ordinaires, les lentilles de champ télécentriques sont plus grandes et plus chères.
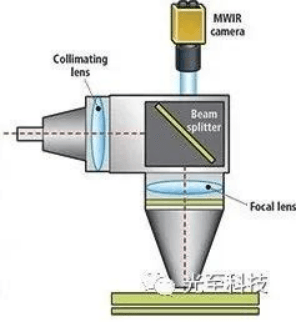
Le diamètre du spot du laser MOPA conventionnel est de 6 mm/7 mm. S'il est nécessaire de réduire davantage la taille de la tache focale laser à la surface du matériau, une méthode d'expansion de faisceau externe peut être utilisée. D'une part, le matériau de l'expanseur de faisceau doit également être sélectionné en fonction de la puissance moyenne. D'autre part, du fait que l'expanseur de faisceau est externe, il est nécessaire d'ajuster la coaxialité du laser et l'angle de divergence du spot de sortie après expansion du faisceau. Il existe deux configurations typiques d'expanseurs de faisceau. Pour la première configuration, le rapport d'expansion du faisceau est égal au rapport des focales des deux lentilles.
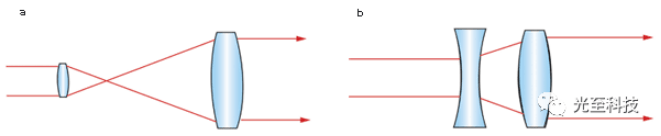
Les deux visions de chemin optique d'expanseur de faisceau typiques ci-dessus, y compris la vision coaxiale et la vision paraxiale, visent principalement à assurer un positionnement précis pendant le traitement. Grâce à un séparateur de faisceau à 45 degrés, le laser 1064 nm est hautement réfléchissant et la lumière visible réfléchie par le matériau est hautement transparente, comme le montre la figure ci-dessous. En pratique, si le faisceau séparateur est mal recouvert ou si l'angle d'installation s'écarte de 45 degrés, cela peut entraîner une forte atténuation du laser.
Y compris le choix de différentes méthodes de remplissage, la densité de remplissage, l'angle de remplissage et plusieurs couches de remplissage, etc. Le remplissage spécifique est réalisé par la carte de contrôle envoyant des commandes de contrôle au laser et au galvanomètre. Il est nécessaire de spécifier les paramètres tels que le délai de saut de l'oscillateur et le délai de sortie laser et le délai d'arrêt. Des paramètres de méthode de remplissage incorrects peuvent parfois provoquer des traînées périodiques dans le motif marqué.
Lors du traitement de certains matériaux en treillis, feuille, stratifié ou de forme spéciale, il est préférable de coopérer avec un outillage approprié pour garantir que les pièces restent stables ou en contact étroit pendant le traitement.
La purge du gaz de protection est un moyen courant dans les applications de découpe et de soudage au laser en continu et est moins fréquemment utilisée dans les procédés au laser pulsé, mais des gaz supplémentaires peuvent être envisagés dans certaines applications où l'oxydation de la surface traitée est une exigence élevée.
La machine standard table sert uniquement à fournir un support et un niveau au matériel et à le maintenir stable. Dans certaines occasions où le format de traitement est grand ou la précision de position est extrêmement élevée, le mode de fonctionnement du galvanomètre ne peut souvent pas répondre aux exigences, et le mode de lentille fixe et de plate-forme mobile doit être utilisé. La pièce est fixée sur la plate-forme pour un mouvement bidimensionnel. Grâce à la coopération avec le logiciel de contrôle, le traitement de largeurs infinies peut être réalisé.
Ce qui précède est un résumé des facteurs à prendre en compte lors de la sélection des configurations matérielles et des accessoires couramment utilisés dans la pratique des processus. Dans la pratique, l'optimisation détaillée des paramètres et les problèmes qui peuvent être rencontrés sont plus compliqués et nécessitent une expérience riche et un débogage et une analyse minutieux. Lasers à fibre GZTECH sont largement utilisés dans de nombreux domaines de traitement industriel. Nous avons une équipe de support technique expérimentée et professionnelle. Bienvenue à appelez-nous pour les demandes de renseignements et les communications.
 Promouvoir le laser comme un outil fondamental pour la fabrication intelligente
Promouvoir le laser comme un outil fondamental pour la fabrication intelligente

droits d'auteur © 2022 Wuhan Guangzhi Technology Co., Ltd Tous les droits sont réservés.Plan du siteConçu par